焊接机器人最早只在点焊中得到应用,80年初,随着计算机技术、传感器技术的发展,弧焊机器人逐渐得到普及,特别是近十几年来由于世界范围内经济的高速发展,市场的激烈竞争使那些用于中、大批量生产的焊接自动化专机已不能适应小规模、多品种的生产模式,逐渐被具有柔性的焊接机器人代替,焊接机器人得到了巨大的发展,焊接已成为工业机器人应用最大的领域之一,焊接机器人在汽车、摩托车、工程机械等领域都得到了广泛的应用。目前世界拥有的80余万台工业机器人中,用于焊接的机器人可达40%以上。
焊接机器人在通用机械、金属结构等许多行业中得到广泛运用。焊接机器人是包括电弧焊附属装置在内的柔性焊接系统,而性能有特殊的要求。在弧焊作业中,焊枪应跟踪工件的焊道运动,并不断填充金属形成焊缝。因此运动过程中的速度稳定性和轨迹精度是两项重要指标。

一般情况下,焊接速度可取5~50mm/s,轨道精度可取±0·2~0·5mm。由于焊枪的姿态对焊缝质量也有一定的影响,因此希望在跟踪焊道的同时,焊枪姿态的可调范围尽量大,还有其它一些性能要求,如摆动功能、焊接传感器起始点检测、焊道跟踪的接口功能(例如激光视觉焊缝跟踪系统)、焊枪防碰功能等。
焊接规范的设定:起弧、收弧参数。
摆动功能:摆动频率、摆幅、摆动类型的设定。
焊枪防碰功能:当焊枪受到不正常的阻力时,机器人停机,避免操作者和工具受到损坏。
多层焊功能:应用该功能可以在第一层焊接示教完成后,实现其余各层的自动编程。
再引弧功能:引弧失败后,自动重试,因此消除了焊接异常(引弧失败)发生时引起的作业中断,最大限度避免了因此而引起的全线停车。
焊枪校正功能:焊枪与工件发生碰撞时,可通过简单操作进行校正。
粘丝自动解除功能:焊接终了时如果检测出焊丝粘丝,则自动再通电解除粘丝,因此不必手工剪断焊丝。
断弧再启动功能:出现断弧时,机器人会按照指定的搭接量返回重新引弧焊接。因此无须补焊作业。
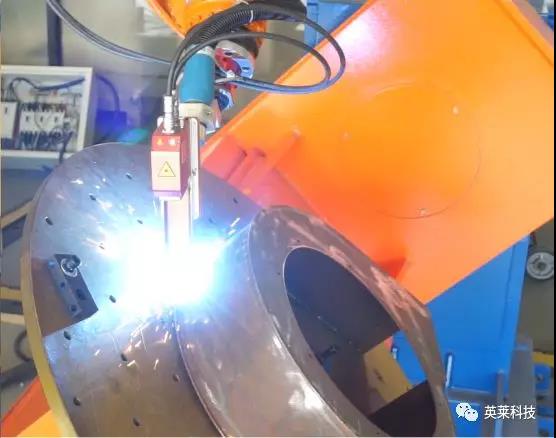
机器人不是单独工作,需要与许多外围辅助设备结合,例如,控制柜、焊接电源、送丝机构、变位机、夹具、激光视觉传感器、清枪剪丝机构等,因此在焊接过程中焊接机器人与周边设备实现匹配的集成,才能实现自动化、批量化的焊接,提高机器人的工作效率。

以客户为中心 以技术为核心
焊接机器人最早只在点焊中得到应用,80年初,随着计算机技术、传感器技术的发展,弧焊机器人逐渐得到普及,特别是近十几年来由于世界范围内经济的高速发展,市场的激烈竞争使那些用于中、大批量生产的焊接自动化专机已不能适应小规模、多品种的生产模式,逐渐被具有柔性的焊接机器人代替,焊接机器人得到了巨大的发展,焊接已成为工业机器人应用最大的领域之一,焊接机器人在汽车、摩托车、工程机械等领域都得到了广泛的应用。目前世界拥有的80余万台工业机器人中,用于焊接的机器人可达40%以上。
焊接机器人在通用机械、金属结构等许多行业中得到广泛运用。焊接机器人是包括电弧焊附属装置在内的柔性焊接系统,而性能有特殊的要求。在弧焊作业中,焊枪应跟踪工件的焊道运动,并不断填充金属形成焊缝。因此运动过程中的速度稳定性和轨迹精度是两项重要指标。
一般情况下,焊接速度可取5~50mm/s,轨道精度可取±0·2~0·5mm。由于焊枪的姿态对焊缝质量也有一定的影响,因此希望在跟踪焊道的同时,焊枪姿态的可调范围尽量大,还有其它一些性能要求,如摆动功能、焊接传感器起始点检测、焊道跟踪的接口功能(例如激光视觉焊缝跟踪系统)、焊枪防碰功能等。
焊接规范的设定:起弧、收弧参数。
摆动功能:摆动频率、摆幅、摆动类型的设定。
焊枪防碰功能:当焊枪受到不正常的阻力时,机器人停机,避免操作者和工具受到损坏。
多层焊功能:应用该功能可以在第一层焊接示教完成后,实现其余各层的自动编程。
再引弧功能:引弧失败后,自动重试,因此消除了焊接异常(引弧失败)发生时引起的作业中断,最大限度避免了因此而引起的全线停车。
焊枪校正功能:焊枪与工件发生碰撞时,可通过简单操作进行校正。
粘丝自动解除功能:焊接终了时如果检测出焊丝粘丝,则自动再通电解除粘丝,因此不必手工剪断焊丝。
断弧再启动功能:出现断弧时,机器人会按照指定的搭接量返回重新引弧焊接。因此无须补焊作业。
机器人不是单独工作,需要与许多外围辅助设备结合,例如,控制柜、焊接电源、送丝机构、变位机、夹具、激光视觉传感器、清枪剪丝机构等,因此在焊接过程中焊接机器人与周边设备实现匹配的集成,才能实现自动化、批量化的焊接,提高机器人的工作效率。




